 (微信同号)
(微信同号)生产效率的定义:生产效率是指固定投入量情况下,制程的实际产出与最大产出两者间的比率。可反映出达成最大产出、预定目标或是最佳营运服务的程度。亦可衡量经济个体在产出量、成本、收入,或是利润等目标下的绩效。
提升生产效率的总体理念
(1)提高生产,制度先行。首先,企业必须建立完善的生产制度,以确保生产有章可循。
(2)生产状况,定期反馈于相关部门,由相关部门及时了解并快速调整生产计划。可以通过工作结果定期反馈机制进行保证落实。
(3)对人对事,奖罚分明。俗话说“一分耕耘,一分收获”,生产效率高的员工理应获得应有的奖励。在一些公司存在这样的现象,业绩好的员工要承担更多的工作,而业绩差的员工反而承担较少工作或较容易的工作,这样肯定会打击优秀员工的工作积极性。
(4)工具与技术,双重优化。为员工提高生产效率提供客观条件:工装夹具。即便是一流的员工,没有必要的工装夹具,也难以达到高效率。
(5)激发员工干劲员工是公司最宝贵的人力资源。只有这个资源才是取之不尽、用之不竭的。我们应充分挖掘它、利用它,使之发挥最大的效用。身为主管,如果你了解了员工的本性,也就知道如何有效激励他们。只有这样,才能帮助你更快走入他们的心灵,领导他们,开发他们。
(6)增强团队凝聚力团队的凝聚力对于团队行为、团队功能有着重要的作用。有的团队关系融洽,凝聚力强,能顺利完成任务;有的团队成员相互摩擦,关系紧张,凝聚力弱,不利于群体任务的完成。同时要增强团队成员之间的交往和意见沟通,增进相互了解与友谊,建立良好的工作关系,提高团队的战斗力。
(7)建立一支专业化的IE队伍,进行工作研究和方法研究,能提高效率40%左右。
课程背景:
您的企业是否存在这样的问题:
●产品种类越来越多,客户质量要求越来越苛刻
●客户天天要降价,利润越来越少,可成本已经到了极限
●人员越来越多、场地越来越大,可还是不够
●加班加点拼命干,可还是交不了货
●辛辛苦苦做了很多产品,又要返工
●该推行的体系都推行了,没什么效果
制造工厂经常处在剧烈的竞争环境下,现今又处在“微利时代”,加上多品种小批量、短交期的产销型态,没有较强的竞争力很难永续经营。如何掌握提高企业生产效率的最有效工具?
本课程综合了欧美和日本企业成功运用的成果,通过挖掘现场浪费,采用基础效率改善原则E(Eliminate取消)、C(Combine合并)、R(Rearrange重排)、S(Simplify简化),运用最佳的动作作业方法,使人员、机器、工具、物料有效运作,能极大的提升运作效率,降低制造成本,缩短交货时间,增强产品质量,从而提升企业的利润!
培训目标:
改善生产现场员工操作,促使全员掌握提升效率的实用方法,减少不必要的工作内容与流程,真正做到“最少量的投入”“避免不增值的工作内容”“满足客户的需求”的工作精益目标。务必需掌握:
² 理解精益高效的工作要求与改善的原则和手法
² 掌握七大浪费在生产中的现象
² 掌握如何运用ECRS原则进行改善。
² 掌握现场操作的IE基本动作改善技能,并教授分析工具予以初步练习实战。
² 掌握快速换模法SMED的技能与工具,并在现场进行模拟学习
² 掌握人力联合作业法,提升人员工作效率
² 掌握生产平衡法,消除瓶颈,持续改善
² 掌握现场改善体系的开展方法与模式 - KPI&5S、设备效率提升TPM、现场质量管理TQM。
² 案例讲解:示范工厂现场开展流程 & 效果 展示介绍
本课程结合在工业企业推进精益改善生产项目当中的效率提升成功案例,引导企业正确地认识和实施效率提升管理,以改进企业生产管理水平。
参观企业介绍:
北京京西重工有限公司是由首钢总公司、北京房山国有资产经营有限责任公司共同出资组建,是一家具有国际化管理和国际化经营性质的跨国公司,京西重工在全球设有6个工厂、5个研发中心、14个技术中心和客户服务中心。
京西重工房山减震器工厂是京西重工成立后投资建设的第一个高端零部件产业项目,占地面积约为71530 平方米,完成建设规模34695平方米。项目建设规模为年产400万支减震器。房山工厂于2010年2月开工建设,2010年6月厂房落成,2011年5月正式启动生产。在房山工厂,向宝马、奥迪、沃尔沃、通用、捷豹路虎、本田、福特等客户提供被动式减震器产品。
参观企业看点:
1、现场5S与目视化管理
2、班组管理标准化
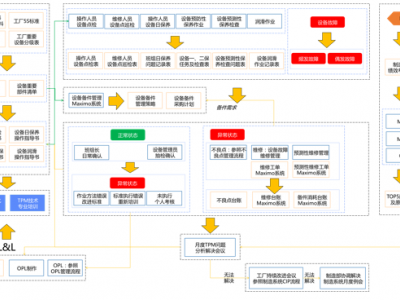
3、设备部预防维护保养体系建立
4、生产自主保养维护体系建立
5、提案改善与持续改善开展
6、员工关怀与员工激励体系建立
课程大纲:
第一部分:高效生产现场管理与“七”大浪费
1、高收益生产方式的秘密
2、浪费的思想与3MU
3、浪费一 消除生产过剩的浪费
4、浪费二 库存是罪恶吗
5、浪费三 生产次品的浪费
6、浪费四 动作浪费
7、浪费五 加工本身隐藏的浪费
8、浪费六 等待(窝工)的浪费
9、浪费七 搬运的浪费
10、浪费的新内容:时间停滞、无稳、无理
11、消除七种浪费的步骤与方法
案例:现场各项浪费实地案例分析
第二部分:现场改善的ECRS原则
1、现场ECRS的使用原则及范围
2、E(Eliminate取消)的含义与具体操作
3、C(Combine合并)的含义与具体操作
4、R(Rearrange重排)的内容 具体操作
5、S(Simplify简化)的现场改善与操作实务
6、生产现场ECRS分析原则的适用性
7、车间与现场区域的目视化管理
案例:现场实施ECRS的管理案例
第三部分:动作分析—IE的科学管理
1、动作分析—作业标准的PDCA
2、如何观察分析动作
3、动素分析与影像动作分析
4、动作经济原则的理解
5、动作改善技巧与实践案例
6、动作分析图绘制步骤
案例:1.现场动作分析案例讲解 2.消除动作浪费优秀案例分享
第四部分:快速换模(SMED)-效率损失改善方案
1、传统切换时间为什么这么长
2、开工准备与产品切换的损失分析
3、“零”切换的思路、改善方法
4、快速换模的五个步骤
5、改善:快速换模的技巧与法则
案例:十分钟以内的快速换模。
第五部分:联合作业(人机)- 联合作业改善方法
人机联合失调导致效率低下的原因分析
人工作业效率低下的改善分析
人机联系分析法
人际联合作业改善法
共同作业分析与效率改善
案例:人际联合作业改善法(现场模拟)
第六部分:生产平衡法则 – 消除瓶颈 改善法
1、作业流程与程序分析
2、生产失衡的损失分析与改善分析
3、查找生产瓶颈的方法
4、瓶颈改善前的方法选用与分析
5、解决生产瓶颈的改善方法:
案例:现场实地改善 – 现场瓶颈工序查找与改善方案初选。
第七部分:效率提升优化方案
1、员工能力提升—基层员工培训体系
2、生产现场基本技能优化—5S与KPI
3、设备性能优化—全员生产维护(TPM)
4、质量管理优化—全面质量管理(TQM)
案例分享:企业效率改善案例(老师亲自辅导过的公司)
课程总结 & 现场答疑